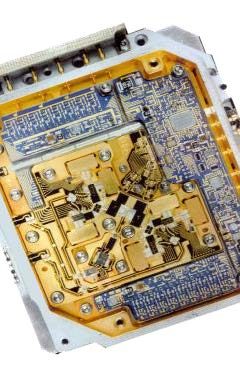
Wirebond Challenges in Microwave RF MMIC Modules for Military and Space Wirebonding complex hybrids and large RF MMIC Microwave Modules present a unique set of challenges […]
Silver Epoxy Turns Black After an Oxygen Plasma Clean Prior to Wire Bonding…But So What? Thomas GreenTJ Green Associates, LLC739 Redfern Lane,Bethlehem, PA 18017email: [email protected] Philipp […]
BOOK REVIEW Moisture in Microelectronics: Physics and Chemistry of Volatile Species in Hermetic Electronic Devices By Philipp wh Schuessler I just finished reading this excellent manuscript which […]
22nd Annual Components for Military & Space Electronics Conference & Exhibition May 7-10th, 2018 Four Points by Sheraton (LAX) Los Angeles, California Organized by engineers for engineers, […]
A Critical Review of MIL-STD-883 Wirebond Visual Inspection Criteria An important consideration in wirebonding is visual inspection of the deformed wire after wirebond formation. The amount […]
Minnowbrook 2017 “Moisture In Microelectronics” Minnowbrook, A forested retreat at the University of Syracuse Conference Center in the Adirondack Mountains of New York where engineers, scientists […]



{kind=link}
{kind=link}
{kind=link}