
IMAPS PDC: Packaging and Testing of Implanted Medical Products
September 16, 2016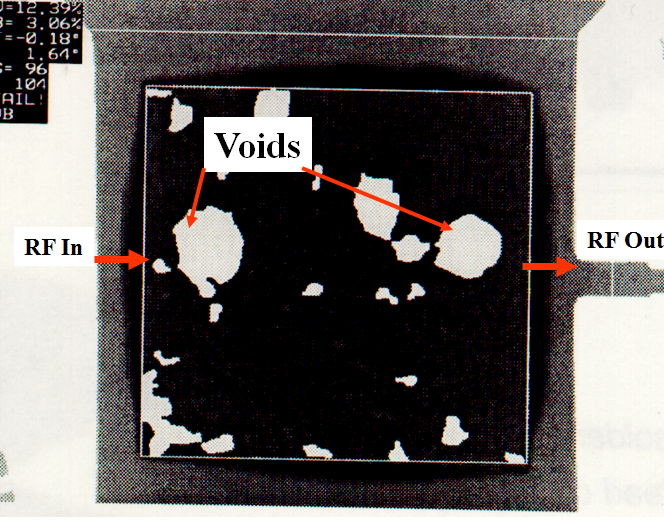
Die Attach Voiding Requirements in Eutectically Bonded GaAs and GaN MMIC Power Amplifiers
September 19, 2016Hermeticity Testing And Issues With Correlation
Webinar: Hermeticity Testing For Military and Medical Microcircuits In-Plant TrainingMinnowbrook 2014
Measured, Standard and True Leak Rates
-
- Measured Leak Rate… R …(atm cc/sec) usually helium… it’s what the leak detector measures.
- Standard or “True” Leak Rate (atm cc/sec)…The amount of dry air flowing through a leak channel at 25 C when the high pressure side is at 1 atmosphere (760 Torr) and the low side is at 1 Torr. The 1 atm is a reference pressure and is needed to compare packages of different volumes.
- Equivalent standard leak rate …L…is how the failure criteria is specified in TM 1014. It’s similar to the standard leak rate with the reference pressure at 1 atm. The spec limit L is tied to the package volume by using the tabled values (fixed method) or by plugging L into the Howl and Mann equation (the flexible method) and solving iteratively for R1.
- L =R /atm so if the package was filled with 1 Atm of helium the true leak rate and measured leak rate would be the same..for a 10% backfill the true leak helium rate is R/.1atm.
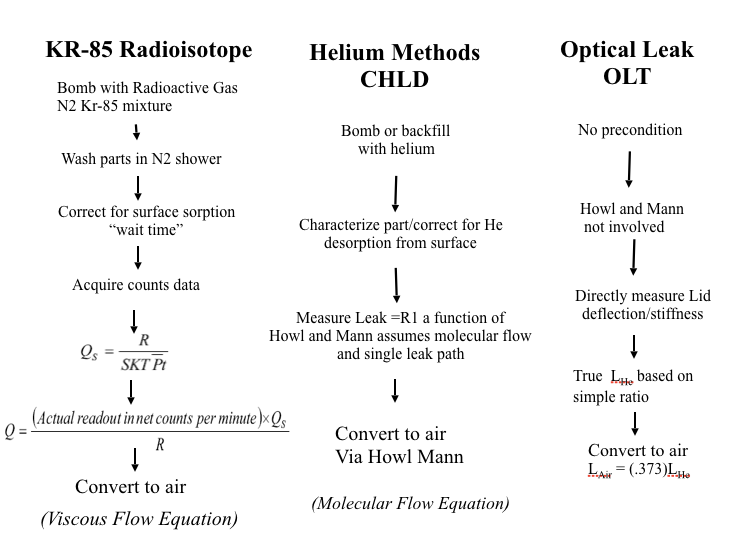
Leak Test Techniques
- OLT measures and reports data in a true helium leak rate which is easily converted to an Air leak rate Lair = .373 LHe.
- No “bombing” necessary, tested in 100% helium atmosphere.
- The radioisotope method is a pass/fail test based on Q (the maximum allowable Kr-85 leak rate).
- Does not directly measure the leak rate but counts the radioactive particles remaining in the package.
- Lair= 1.74Q.
- Conventional Helium Mass Spectroscopy (HMS)
- R1 is related to the Lair via the Howl and Mann Equation.
- No gross leak bubble testing .
Test Method Differences
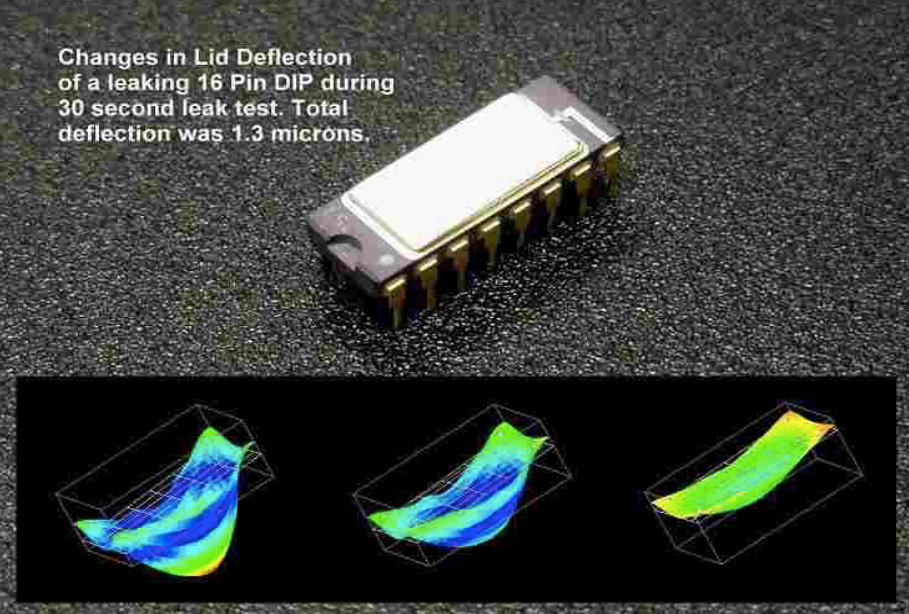
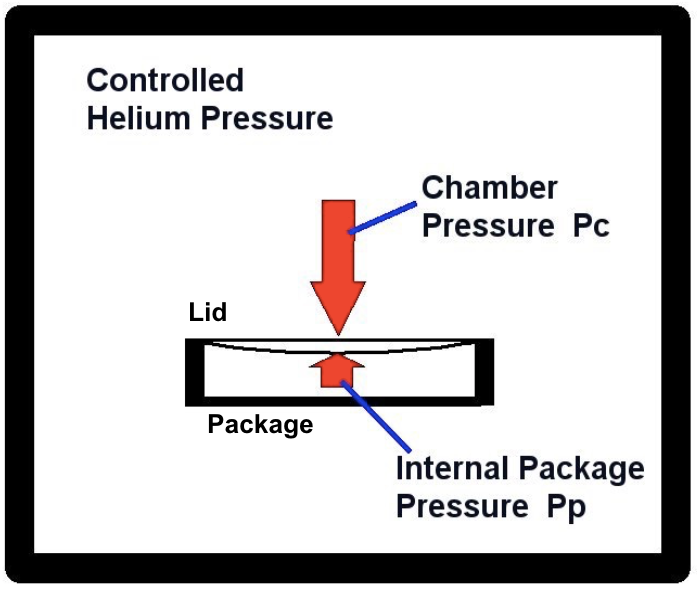
- OLT directly measures lid deflection to infer a pressure change and data is reported as a true helium leak rate LHe. There is no helium “bombing”.
- Parts are under helium pressure during test (1 to 3 atm typ).
- Kr-85 method does not directly measure a leak rate. It counts the number of radioactive particles remaining inside a package after exposure to a radioactive gas mixture.
- Parts are measured at room ambient temp and pressure.
- CHLD reports a measured leak rate R1, which is tied to the air equivalent by the Howl and Mann equation #3 in Method 1071.8.
- Parts are measured while inside a vacuum
Fine Leak Testing Equipment
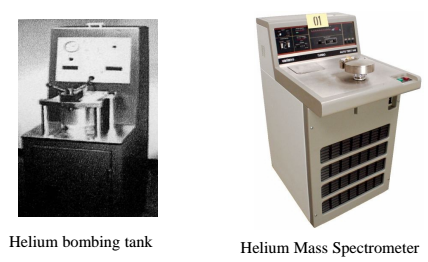
Source: Bid Service Varian Leak Detector
Precision Errors in Helium Fine Leak Measurements
- NIST produces fine leak calibrations standards for each decade range. 100% helium vessel leaks out of a porous material such as glass at a known rate.
- NIST calibrates the secondary standards to +/- 7%.
- The calibration labs add another +/- 3 % absolute.
- So the stated accuracy of the calibrated leak is +/- 10%.
- Helium standards are calibrated at 22 C (71.6 F) but temperature has an effect.
- + 3.3 % per +1 C.
- – 3.3 % per –1 C.
- The standard leak rate decreases with time due to aging, helium is continuously leaking out.
- The effect is –1% to 3% per year due to aging.
- Other factors affect the accuracy of the measurement including high background levels of helium, residual helium in the chamber (especially after a gross leaker dumps the system), surface helium on the part itself. Ref: Greenhouse p 246
Howl and Mann Equation
- During a fine leak test helium is initially forced into the package under “bomb” conditions for a specified amount of time/pressure, the amount of helium entering the package will depend on the size of the leak path.
- After “bomb” the package is inserted into the leak detector and the amount of helium escaping is measured..the amount that escapes again depends upon the size of the leak and the partial pressure of the tracer gas helium inside the package (a function of internal package volume).
- The mathematical relationship that relates this physical phenomenon is known as the Howl and Mann equation.
- Important assumptions.
- All flow is molecular.
- There is no helium in the package to begin with.
Howl and Mann Equation
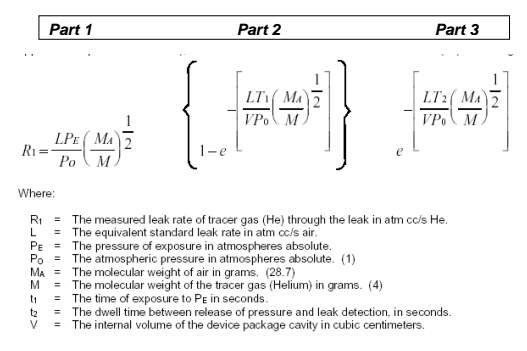
Refer to page 8 in Practical Guide for further explanation
Bergquist Method*
-
- Measures both gross and fine leaks with a sensitivity down to 10-12 atm cc/s.
- Uses a modified cryopump that is used both as a roughing pump and an entrainment pump for gases other than helium.
- Gaseous helium remaining in the chamber is detected by a quadrapole.
- If it’s a gross leak the amount of He is indicated.
- If a fine leak the rate of helium is detected.
- Leaks in a 0.15 cc component were measured with a hole as large as 0.5 mm in diameter to as low as 10 –12 atm cc/sec at 22 C. * Reference: “Helium Leak Test for Small Components” Bergquist, Shertz ISTFA 1986.. US Patent # 4,608,866 (2 Sept 1986). For Data on the Berquist Method vs. Conventional 883 TM 1014 testing Reference:“Microcircuit Hermeticity Testing Using the Bergquist Method”. S. Anderson and T. Green presented at NIST/Rome Labs Moisture Workshop 1993 .
Historic Limitations and Technical Issues Associated Helium Leak Detection
-
- Helium absorption on the package body or fiber pigtails.
- For MEMS helium entrapment in between bonded layers of silicon.
- One way leakers (per Dan Epstein ILC/DDC Hybrid Circuit Technology 1988)
- “Virtual leakers”
- False readings for small volume packages.
- Repeatable leak rate test coverage in the 10-05 cc-atm/sec range.
- Problems with helium backfills.
- Product contamination and masking of fine leaks during bubble testing.
- Prior testing with liquids mask the leaks.
Helium Desorption From The Package Body

Changes In Lid Deflection
 Ref: John Newman NorCom Systems
Ref: John Newman NorCom Systems
Presentation Notes
Lid Deflection to Leak Rate
Radioisotope Fine Leak Test
- Tracer gas is a mixture of dry nitrogen and krypton-85.
- Similar to helium fine leak testing, parts are pressurized or soaked in tracer gas then the number of counts per second is measured and converted to a value Qs atm/cc/s Kr.
- Max 1 hour dwell.
- Surface sorption characteristics of the parts must be addressed.
- Federal regulations limit the amount of krypton 85 that can be released into the atmosphere .
Kr-85 Counting Station
A scintillation crystal detection system that actually counts the number of Kr-85 particles inside the package and then converts to a Leak Rate. Ref: Iso Vac Website.
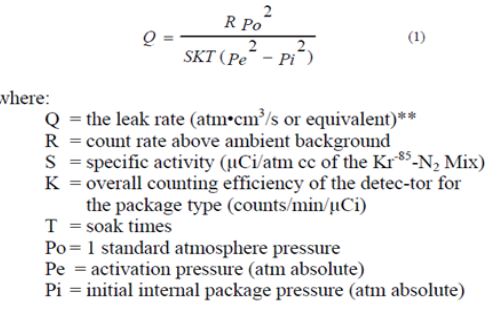
Viscous Flow Model for Kr-85
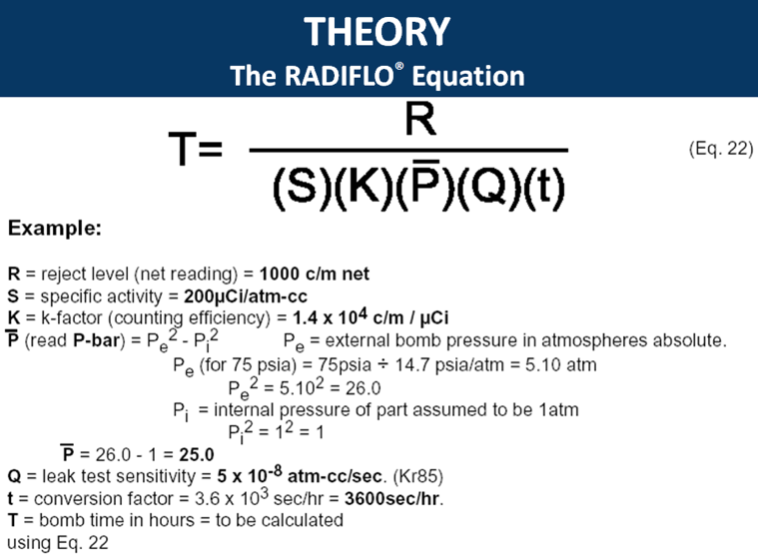
Kr-85 Counts to Leak Rate Formula 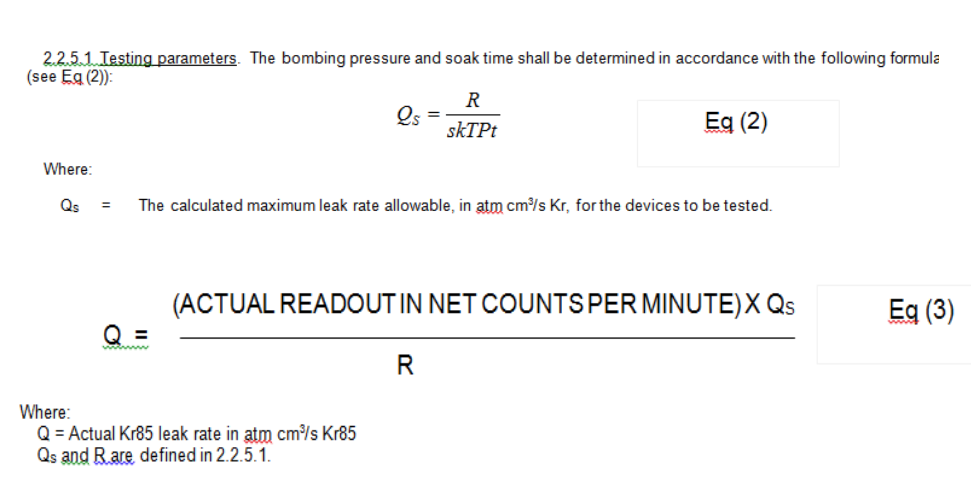
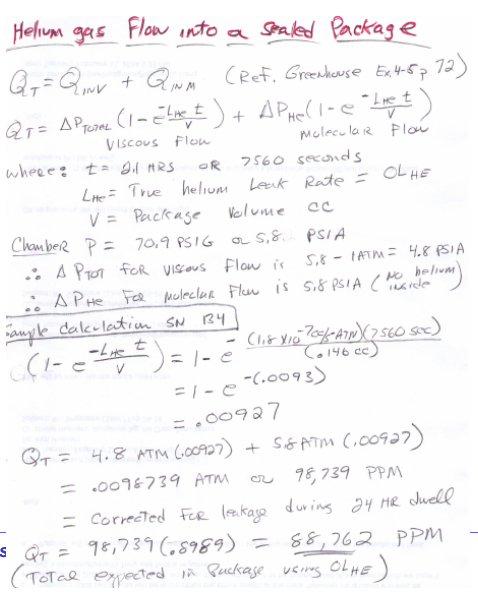
Eq For Gas Flow Into A Sealed Enclosure
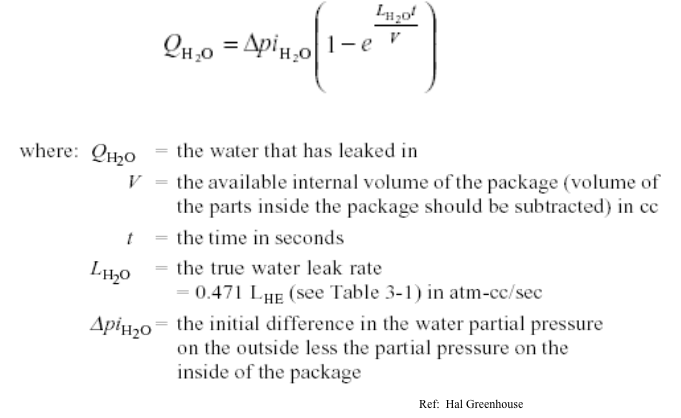
Expected Moisture Ingress as a Function of Time
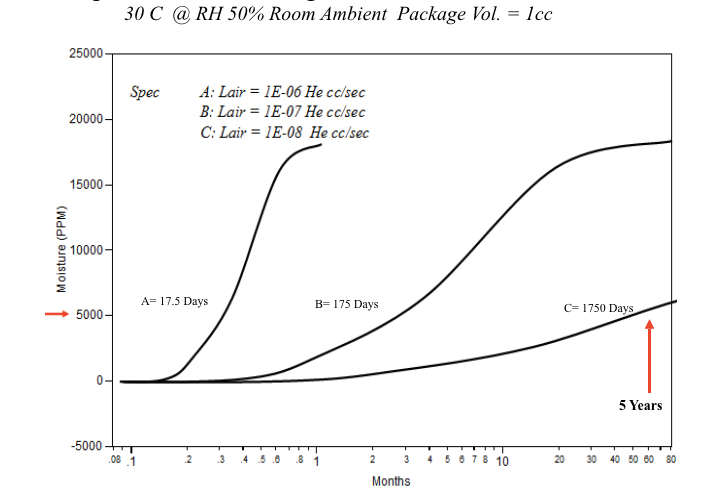
Ref: Hermeticity of Electronic Packages, H. Greenhouse Eq.5-8
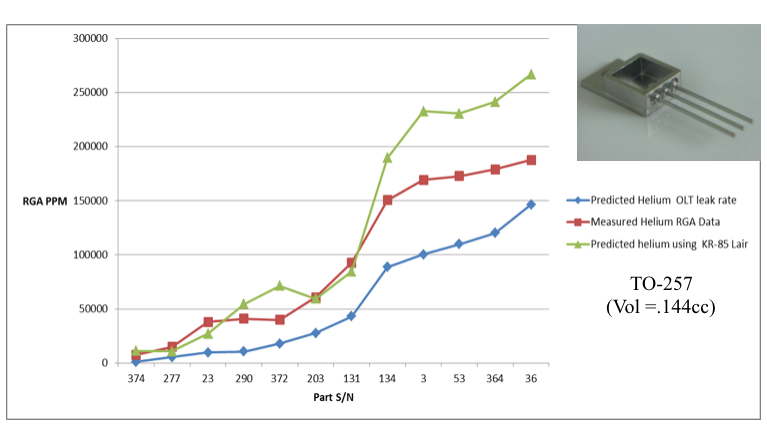
TO-257 Correlation Study
- Samples were found as rejects with Krypton (read and record) and not exposed to Helium or Fluorocarbons.
- Provided by a QML Manufacturer.
- Driven to Norcom for Testing.
- Pressurized for 2.1 hrs at 70.9 PSIG
- RGA tested at ORS with no Pre Bake.
- Show a sample calculation for SN 134.
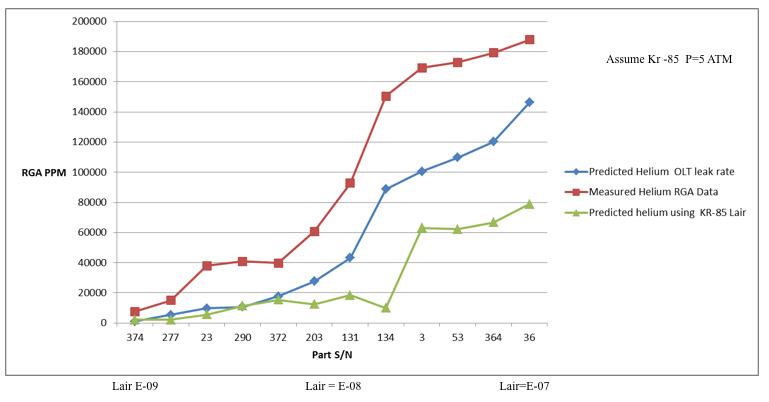
Correlation Data
Helium Gas Flow Into A Sealed Package
Correlation Data Assuming molecular flow for the calculation of the KR-85 leak rate
Problems With Correlation Are Not New
1. “An Evaluation of Leak Test Methods for Hermetically Sealed Devices” Ralph McCullough Texas Instruments IRPS 1977……..
“Another point about correlation present in fig 1 (he shows a chart with helium and Kr-85 leak rates) is that as the values approach the gross leak range the larger the difference between helium and Kr-85 readings. This may be partially attributed to molecular flow being assumed in the helium formula and viscous flow in the radioisotope formula.”
2.
This formula assumes that the gas flow through the leak is laminar that the gas accumulates within pa linear y in time, and that little pressure change occurs in the interior. No provision is included for gas escape after pressurization.
RADIOISOTOPE HERMETIC TEST PRECISION Stanley Ruthberg George R. Neff, Byron D. Martin
3. “There is even some question as to the validity of the correlation between the measured flow of krypton -85 and the amount of air flow it represents. Because of difficulties in predicting the flow modes involved, leakage determined with Kr-85 tracer gas may vary by as much as one decade from the flow rates measured by helium mass spec leak detectors.”
This quote above comes from p 715 of the “Non-Destructive Testing Handbook, second edition volume one Leak Testing” this chapter was written by G. Neff and a team of experts .
Observations on Correlation Testing
-
- Precise Correlation between all three methods is difficult for the following reasons:
- Each method measures something different.
- The basic model and assumptions used in the equations are different (viscous vs molecular)…gas flow in vs gas flow out.
- Most packages probably have a pressure dependency (e.g they may leak more or less depending on the pressure/vacuum conditions).
- Parts plug …we know that….especially very fine leakers.
- The part pedigree and sequence of the correlation testing can also be a confounding factor.
- Production leak testing is meant to be a one time check on the factory floor prior to shipment. It’s a GO/NO-Go test.
- Correlation testing between the three majors is good when viewed on Pass/Fail basis and all three methods can be effective screen tests .
- Precise Correlation between all three methods is difficult for the following reasons:
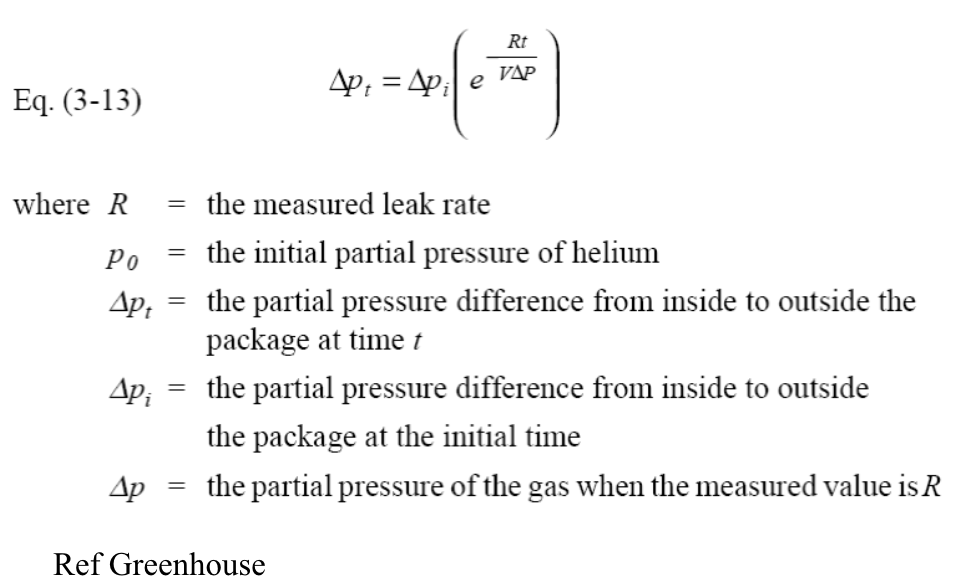
Greenhouse Equation

{kind=link}
{kind=link}
{kind=link}