Hermeticity of MEMS and Microelctronic Packages (Textbook Review)
September 8, 2016
IMAPS NE Symposium’s Technical Chairs Welcome Letter
September 12, 2016Using Design Of Experiments To Optimize Wire Bond Processes
Course: Wire Bond Certification Webinar: Die Bond Wirebond: Back To Basics In-Plant TrainingMuch has been written about using Design of Experiments to optimize the input parameters to an automatic wire bonder in order identify the right combination of factors that create an optimized wire bond interconnect. Design of experiments (DOE) is a scientifically proven systematic method for the identification of critical parameter settings necessary to achieve optimal bonding.
Companies serious about improving yields and long term reliability take the time to run DOEs on the production floor. Given the move to copper wire and new plating metallurgies at the lead frame it is more important than ever to take the time now to characterize and fine tune the wire bond process.
Design Of Experiments Assumption
DOE assumes that the system is composed of a set of principal variables (or parameters/factors) as inputs and the output as the response (or results) for each input configuration. For a typical wire bond process see Fig 1. The objective is to analyze how the changes in the inputs alter the response.
Using controlled orthogonal arrays and statistical methods such as ANVOA (Analysis of Variance), it is easy to set up a wire bond experiment and develop a statistically valid model that will characterize the wire bond inputs and define the process window.
Taguchi methods, which strive to optimize a fictitious signal/noise ratio or S/N, and classical DOEs are proven methods and there is plenty of software readily available to help analyze the experimental results.
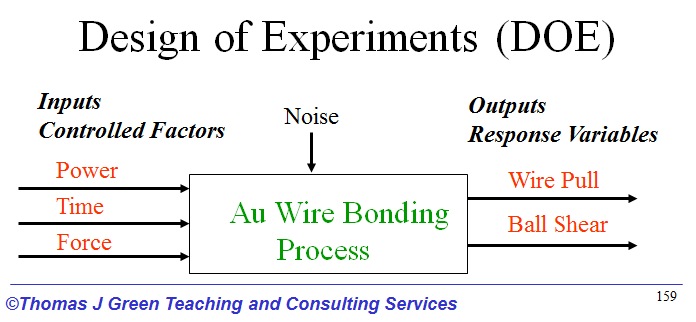
Fig 1: Wirebond DOE Process Inputs and Outputs
The Wire Bond Process
Wire bonding is an electrical interconnection technique using thin wire and a combination of heat, pressure and/or ultrasonic energy. Wire bonding is a solid phase welding process, where the two metallic materials (wire and pad surface) are brought into intimate contact. Once the surfaces are in intimate contact, electron sharing or interdiffusion of atoms takes place, resulting in the formation of a bond.
The bond force initially deforms the wire and couples the ultrasonic energy into the wire and scrubs the wire into the pad. For gold wire, heat is added to increase interatomic diffusion and accelerate bond formation. Optimizing a wire bond process begins with a clear understanding of the bonding equipment, machine set-up, the response variables involved, and their relationship to one another.
Surface cleanliness and bond pad metallurgy is critical. Experimenting with these parameters is time well spent, and is an important step toward developing a robust wire bond process.
Design of Experiments (DOE)
Four key inputs to the gold ball bonding process are ultrasonic transducer power, bond tool force, bond time, and stage heat. These are often the input factors one sees in a wire bond DOE, but keep in mind there are numerous other input factors that can just as easily be tested and optimized based on the response variable(s) selected.
For example, tool selection, loop configuration, ultrasonic delays and ramp rates, prior cleaning methods, plating type and thickness at lead frame, etc.
Wire pull strength as measured by the hook on a pull tester is the usual response variable that is targeted for optimization. However, when analyzing pull test data, keep in mind that loop height and wire geometry are important factors so be sure to account for them in the data analysis.
Response Variables
There are many other response variables worth looking at and analyzing as part of the DOE, including ball shear values, bond placement accuracy and ball/squash (where center–to-center bond placement is critical, i.e. pitch).
Also, as a response variable think of pull test or ball shear after exposure to an elevated temperature, such as 300°C for 1 hour. This destructive test is employed on military products to try and precipitate harmful intermetallic compounds that may have deleterious effects on reliability.
DOE Optimization
Often the DOE is set up to optimize multiple response variables. As a personal anecdote, a few years back I ran an experiment on the Palomar 2460 ball bonder, bonding on a soft Duroid (PTFE) substrate. I was surprised to see the optical settings for maximizing pull test values were at odds with the best settings as determined from ball shear test results.
On a 20 wire run sample the average pull strength was 10.6 grams, yet the average ball shear value was only 26.4 grams, far less than the minimum specified in ASTM 1269-13. The lesson learned was that a poorly made ball will still likely pull at a high value due to the large area under the deformed ball; even a small attached area will give a high pull test value.
One Bond At A Time
In any wire bond DOE it is best to focus on one type of bond at a time and sort and analyze the data according to the observed failure modes. SEM analysis, wire bond cross sections, and good high-mag optical photos all help to characterize and understand the failure mode.
A successful wire bond DOE is a combination of really understanding the process and material issues combined with a sensible and statically valid matrix and analysis plan. When this happens, it is possible to develop a clear picture of the process window as shown in Fig 2.
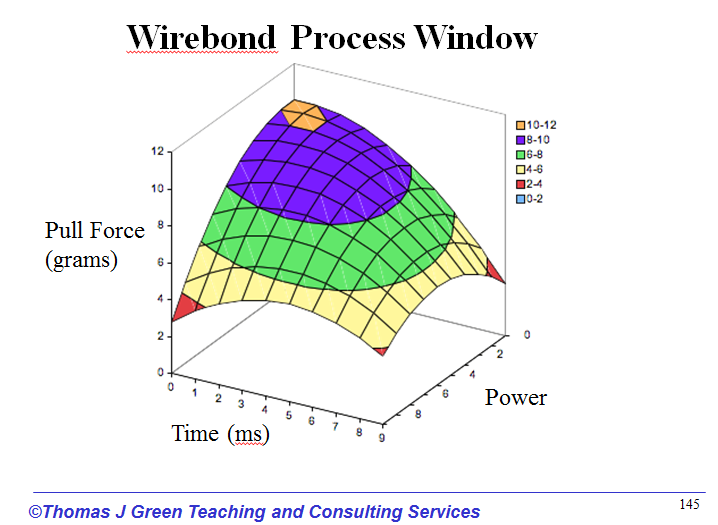
Fig 2: DOE Outputs Illustrate the Process Window
Summary
It takes time to become successful at running wire bond DOEs, but it is a structured and scientific approach that will put your company and process on the way to a winning recipe. Remember to stay focused on one bond at a time and think about optimizing based on multiple response variables.
Also, during the actual experiment remind the operator it is okay to make bad bonds. It goes against human nature, however the idea is to explore the process window and test the boundary conditions.

{kind=link}
{kind=link}